 QQ客服QQ客服
QQ客服QQ客服









 按品牌密度计分类查找
按品牌密度计分类查找 2013年新品密度计
2013年新品密度计







 智能鞋套机/覆膜机
智能鞋套机/覆膜机

粉末冶金结构件和含油轴承量测专用目录
1、在生产设备昂贵和原物料上涨趋势下,使得生产成本往上增加。
2、产品的同构型太高,造成同业间的价格竞争,也使得产品所获得的利润降低。
基于以上两个因素,促使产业界必需正视产品在生产过程中的量测的问题。但反观目前产业界,在生产过程中往往忽视量测的每一步骤,而造成不良率的增加。
为了让粉末冶金的生产厂家,从粉末原料→混合→生胚成形→烧结→含油生产过程中,对于产品密度的掌控皆能符合国际标准,提升产品的品质、降低不良率、节省生产成本、增加机器的运转效率,本公司特别针对各国标准规范和现场的需求供应以下产品。
壹、金属粉末:
1、金属粉末流动度(霍尔流速计):ASTM B855、B213、JIS Z2502、GB/T1482、ISO4490、
MPIF 03。
A、粉末流动度的量测方式和粉末于充填模穴之流动之特性相似,它影响生产速率和压
缩零件的均一性。
B、当内部颗粒摩擦增加时,其流动度将降低。
C、粉末的湿度和水分含量将影响流动度。
漏斗角度:60°
漏斗小孔:φ2.63mm

2、金属粉末外观密度ASTM B212、B329、JIS Z2504、GB/T1479、ISO3921、MPIF04:
A、粉末外观密度又称为视密度,是将粉末填入已知体积后所得之密度。
B、外观密度的测定是相似于当零件制造时,粉末填充到固定容积的模穴中之粉末重量。此粉末的质量的认定程度是介于测量结果和每次个别应用变化之间。
C、粉末外观密度测试提供粉末物理特性评定的准则。
D、粉末外观密度高表示粉末颗粒间摩擦力小、流动性好。使得成形时粉末容易迅速流
入模具的模穴中,而使成形之生胚密度也较高。
漏斗角度:60°
漏斗小孔:φ2.5mm(自由流动金属粉末)
φ5.08mm (非自由流动金属粉末)

3、金属粉末振实密度GB/T5162、ISO3953、MPIF46:
工业界使用细粉如MIM、磁性材料的喷雾造粒、精密陶瓷的喷雾造粒等。常以敲击密度作为粉末规格代替视密度及粒度。振实密度指盛在容器中的粉末在规定条件下被振实后的密度。将一定量的粉末装在容器中,通过振动装置振动,直至粉末的体积不再减少。
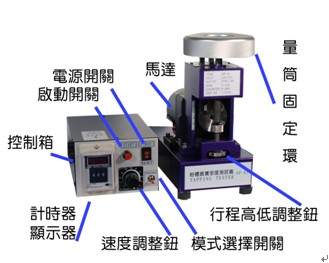
TW-01振实密度测试仪:
此机是藉由规律地拍打含有粉末的测量筒来达成,当使用者选择充填的量后,便可开始拍击的动作,当产生改变时,读数便会产生,此种拍击是藉由测量筒的上下振动,在特定的重量及指定的距离来完成,在拍击的过程中,会优先地将任何可分开的团块物,在向下拍击的同时将之最小化,而透明的玻璃充填管则有助于观察及读出测量值.
规格:
型号 | TW-01 |
振幅 | 5~30 mm/m 可调式 |
振数 | 15~320TAP/min 可调式 |
计数器 | 0~999次指拨设定,自动断电 |
尺寸 | W180×D300×H230 m/m |
重量 | 5.5 kg |
电源 | AC 110/220 50/60Hz |
计数侦测 | 光电感应 |
适用量筒mL | 25、100、250量筒为标准品 |
4、金属粉末真密度:
一般粉末之表面有一层薄薄的氧化物,而内部易可能有一些封闭之气孔,特别是气喷粉或还原粉中,使的粉末本身之密度低于熔炼而得的金属。由于在粉末冶金的制程中,要计算粉末之体积比(如MIM生产过程中,需要了解金属粉和塑料之比例),或计算混合粉的理论密度,所以每种粉末的真实密度是重要数据。
A、TW-120T金属粉末真密度测试仪:
功能:
模式1:可直接读取粉末读取真密度
模式2:可直接读取媒介液体的比重
(由于媒介液大部分是特殊液体,为方便使用者,具备测试媒介液体的比重功能)

规格:
型号: | TW-120T |
秤重范围: | 0.001g〜120g |
密度精度: | 0.0001 g/cm3 |
测量时间 | 约60秒 |
设定: | 温度补偿设定、溶液补偿设定 |
标准接口: | RS-232 |
B、TW-300T粉末真密度测试仪:
功能:
1、可直接读取粉末读取真密度
2、口径大的比重瓶口设计
3、可设定媒介液体比重值。
4、RS-232
规格:
型号: | TW–300T |
秤重范围: | 0.01g〜300g |
密度精度: | 0.001 g/cm3 |
测量时间 | 约60秒 |
设定: | 温度补偿设定、溶液补偿设定 |

贰、成形后生胚密度:
1、对粉末冶金的结构性零件而言,生胚之尺寸及密度与烧结后之尺寸及密度两者差异不大,也就是收缩率很小。
2、混合之材料中有润滑剂及合金用的石墨粉等。使得成形胚体中与外部接触的孔隙或多或少被润滑剂和石墨粉所填满。造成成形胚体的吸水性比烧结后的的吸水性还小。
3、在试模和生产中的密度再确认,现场技术人员可借着快速量测生胚密度的值来调整粉末于模具内之填充量是否充足。减少停机时间增加机器的稼动率。
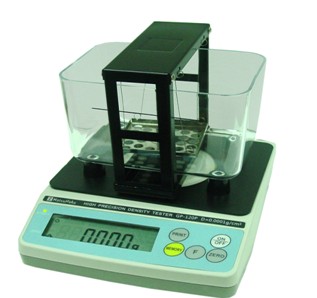
TW-300EW快速现场比重计:只要按一次Memory键、比重就读出
原理:根据ASTM、JIS、GB/T、ISO标准。采用阿基米得浮力法,直读读出比重值。采用大水槽一体成型设计(固体测试的最大尺寸D100×W70×H25mm),降低吊栏线的浮力所造成的误差。
规格:
型号 | TW-300EW | TW-600EW |
测试种类: | 固体、颗粒体、薄膜、浮体 | |
最大秤重: | 300g | 600g |
秤重精度: | 0.01g | |
密度精度: | 0.001 g/cm3 | |
密度范围: | >1,<1 皆可测试 | |
显示值: | 比重、体积 | |
温度、溶液补偿设定: | 溶液补偿可设定19.999 | |
比重上、下限设定 | 可设定比重上、下限 | |
联机接口: | RS-232可轻易的连接PC和打印机 | |
机台附件: | 比重测试台、温度计、夹子、砝码、变压器、说明书 | |
参、含油率、孔隙率、生胚密度、烧结后密度:
根据ASTM B311、B328、 MPIF 42、MPIF 57与JIS Z2501、Z2505、Z2506和GB/T 5163、5164、5165之标准检测方法所生产。
A、自动化真空抽取机
在防水处理的作业中,针对规范中不同的真空抽取油浸法,我们研发了二款全自动的真空抽取机。
1、可依据不同的规范,设定不同的油浸温度、抽真空时间。
2、测量简单、快速,数据准确,可节省不少的人力成本与时间成本。
B、 含油率、孔隙率、生胚密度、烧结后密度专用测试仪
根据ASTM B311、B328;MPIF 42、57;JIS Z2505、Z2506;GB/T 5163采用阿基
米得原理浮力法,准确直读量测数值。
TW-120P 秤重精度:0.001g
功能:
模式1:直接读取冶金产品的体密度、视孔隙率、湿密度、体积
模式2:直接读取烧结含油轴承含油率
模式3:可依现场操作习惯直接读取不吸水的比重和体积
TW-300P/600P 秤重精度:0.01g
功能:
模式1:直接读取冶金产品的体密度与烧结含油合金之有效孔隙率、
湿密度、体积.
模式2:直接读取烧结含油轴承含油率.

规格;
型号 | TW-120P | TW–300P | TW-600P |
秤重范围 | 0.001g~120g | 0.01g〜300g | 0.01~600g |
密度解析: | 0.0001 g/cm3 | 0.001 g/cm3 | |
测量时间: | 约10秒 | ||
设定: | 温度补偿设定、溶液补偿设定、防水处理油的密度设定 | ||
标准接口: | RS-232 | ||
C、高精度含油率、孔隙率、生胚密度、烧结后密度专用测试仪
1、含油率、孔隙率、生胚密度、烧结后密度的量测,完全符合ASTM国际标准。
2、可量测含油轴承之体密度、含油率、孔隙率。
3、针对更微小样品的含油率和孔隙率,配合厂商的需要,我们特别推出
0.1mg~120g与0.01mg~42g等高精度的测量仪器供客户选择。
4、免费提供演算软件。
5、PC请自备
型号 | TW-120S | TW-204S |
秤重范围 | 0.0001g~120g | 0.0001/0.00001g〜42/204g |
密度解析: | 0.0001g/cm3 | 0.00001 g/cm3 |
测量时间: | 约10秒 | |
设定: | 温度补偿设定、溶液补偿设定 | |
标准接口: | RS-232 | |
肆、粉末冶金下游的厂商
适用于:电动工具、气动工具、缝纫机、运动器材、计算机风扇、一般风扇、汽机车零
件、手工具工业等。
原理:根据ASTM B311、B328;MPIF Standard 42、45;JIS Z2505、Z2506;GB/T 5163
采用阿基米得原理浮力法,准确直读量测数值。
TW-120Q 秤重精度:0.001g
功能:
模式1:可直接读取生胚、烧结含油轴承含油率。
模式2:可量测注射成形产品的比重和体积。
模式3:可直接读取结构件的体密度、视孔隙率、湿密度、体积。
TW-300Q/600Q 秤重精度:0.01g
功能:
模式1:可直接读取粉末结构件产品的湿密度、含油率、体比重
模式2:可直接读取结构件产品的密度。
型号 | TW-120Q | TW–300Q | TW600Q |
秤重范围 | 0.001g~120g | 0.01g〜300g | 0.01~600g |
密度解析: | 0.0001 g/cm3 | 0.001 g/cm3 | |
测量时间: | 约10秒 | ||
设定: | 温度补偿设定、溶液补偿设定、防水处理油的密度设定 | ||
标准接口: | RS-232 | ||
伍、参考表:金属粉末外观密度和流动度测定
特 性 粉末种类 | 外观密度 g/cm3 | 流动度 S/50g | 流动度平均 重复性rS | 流动度平均 再现性RS |
球状的青铜粉 | 5.04 | 12 | 0.1 | 0.8 |
铁粉﹟1 | 2.46 | 31 | 0.7 | 2.5 |
铁粉﹟2 | 3.03 | 26 | 1.0 | 2.1 |
铁粉含润滑油 | 3.18 | 26 | 1.3 | 2.2 |
青铜粉含润滑油 | 3.31 | 31 | 1.7 | 2.6 |
黄铜含润滑油 | 3.61 | 42 | 4.1 | 8.7 |
参考表:粉末冶金在国际规范中测量密度、有效孔隙率、含油率的防水处理的方法
规范: | 密度的防水处理的方法 | 有效孔隙率的含油作法 |
JIS | 将样品浸入容器内,在室温下抽取容器内之压力小于4Kpa,并保持30分钟后 ,回复到常压,然后取出样品,将其附着于表面油轻轻擦去。 | 将样品放入容器内,降低容器内部之压力小于4Kpa保持10分钟,将加热至80℃之油注入到容器内,完全浸满试料。继续保持在此减压下之状态达30分钟,然后回复常压。等油温回复到常温后,取出试料,将附着在试料上之油轻轻擦去。 备注:润滑油温度50℃时动粘度29.1±5.0。 |
GB/T | 将样品浸入到温度65±5℃的热油中,直到没有气泡出现,冷却到室温后,取出样品,将其附着于表面的油轻轻擦去。 | 将样品放入容器内,降低容器内部之压力小于4Kpa并且保持20分钟,将已加热至温度90±5℃之油,并注入到容器内完全浸满样品。继续保持在此减压下之状态达30分钟,然后回复到常压。当油温回复到常温时取出样品,将附着在样品上的油轻轻擦去。 |
ASTM、MPIF 方法有两种: | l 简易含浸法: 将样品浸入在温度82±5℃的润滑油中4个小时,然后冷却到室温后,取出样品,将其附着于表面油轻轻擦去。 l 真空含浸法: 在室温下,样品含浸于润滑油中,并降低容器的压力小于7Kpa达30分钟;然后将容器加压到大气压力,且样品继续泡浸在润滑油中10分钟,然后冷却到室温后,将其附着于表面的油轻轻擦去。 备注:润滑油温度38℃,动粘度为20到65cSt | |
制造生产:台湾群隆兴业有限公司 00886-4-2384-3131
中国总代理:厦门雄发仪器仪表限公司 0592-5187269 http://www.1718cheng.com
公司简介|新闻中心|产品中心|操作视频|技术文章|售后服务|联系我们